
Serveis de fabricació de xapa metàl·lica



Els nostres serveis de fabricació de xapa metàl·lica a mida
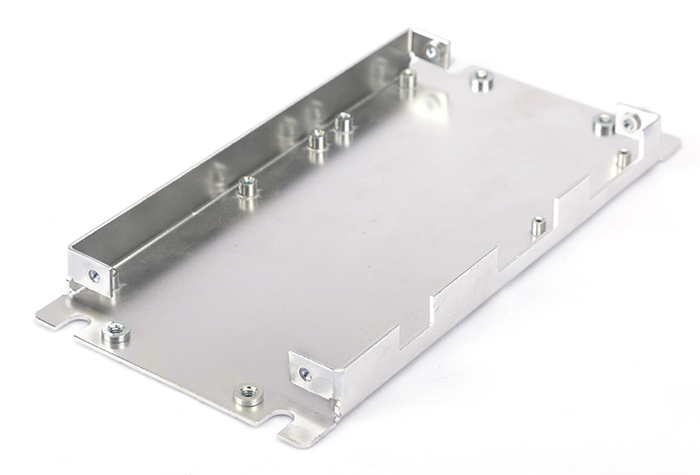
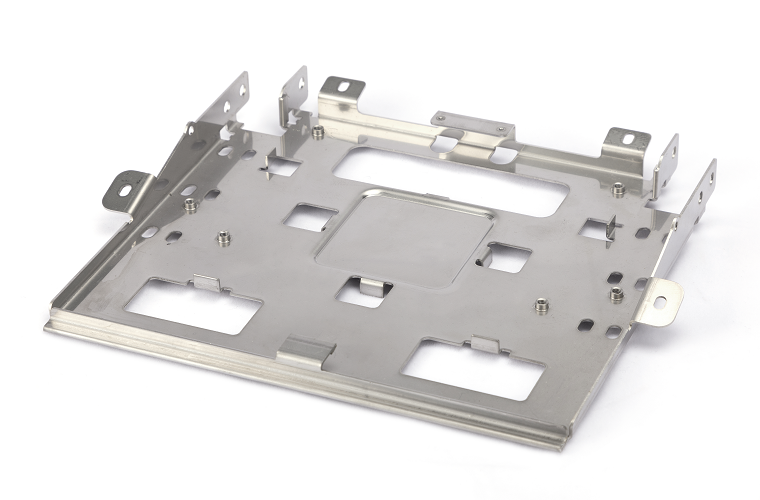
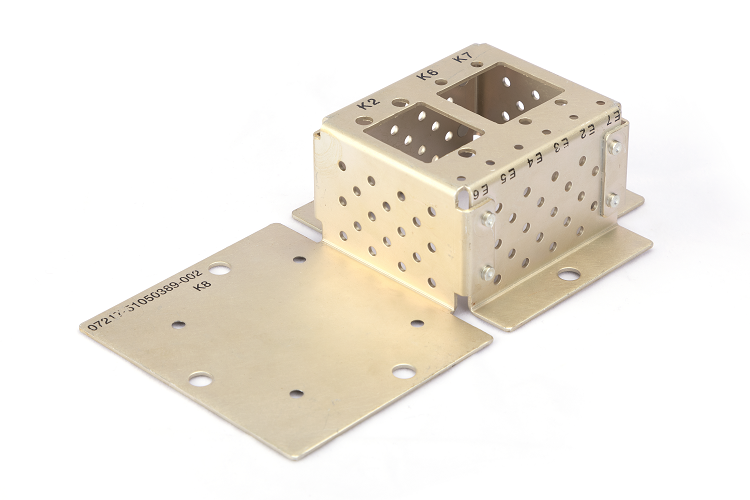
La fabricació de xapa metàl·lica és l'opció més rendible per a peces de xapa metàl·lica personalitzades i prototips amb un gruix de paret uniforme. GuanSheng ofereix diverses capacitats de xapa metàl·lica, des de tall, punxonament i doblegat d'alta qualitat fins a serveis de soldadura.
Tall per làser
El tall amb làser utilitza un làser per tallar la peça de xapa metàl·lica. Un làser d'alta potència es dirigeix a la xapa i s'intensifica amb una lent o mirall en un punt concentrat. En l'aplicació específica de la fabricació de xapa metàl·lica, la distància focal del làser varia entre 38 i 76 mil·límetres (1,5 i 3 polzades), i la mida del punt làser mesura al voltant de 0,001 polzades (0,025 mm) de diàmetre.
El tall amb làser és més precís i eficient energèticament que altres processos de tall, però no pot tallar tot tipus de xapa metàl·lica ni els calibres més alts.
Tall per plasma
El jet de plasma utilitza un raig de plasma calent per tallar la xapa metàl·lica. El procés, que implica la creació d'un canal elèctric de gas ionitzat sobreescalfat, és ràpid i té un cost d'instal·lació relativament baix.
La xapa gruixuda (fins a 0,25 polzades) és ideal per al procés de tall per plasma, ja que les talladores de plasma controlades per ordinador són més potents que les talladores làser o per raig d'aigua. De fet, moltes màquines de tall per plasma poden tallar peces de fins a 6 polzades (150 mm) de gruix. Tanmateix, el procés és menys precís que el tall per làser o per raig d'aigua.
Estampació
L'estampació de xapa metàl·lica també es coneix com a premsat i consisteix a col·locar una xapa plana en una premsa. Es tracta d'un procés d'alt volum, baix cost i ràpid per produir peces idèntiques. L'estampació de xapa metàl·lica també es pot realitzar juntament amb altres operacions de conformació de metalls per facilitar la fabricació.
Flexió
El doblegat de xapa metàl·lica s'utilitza per crear corbes en forma de V, U i canal mitjançant una màquina anomenada fre. La majoria dels frens poden doblegar xapa metàl·lica a un angle de fins a 120 graus, però la força màxima de flexió depèn de factors com el gruix del metall i la resistència a la tracció.
En general, la xapa metàl·lica s'ha de doblegar massa inicialment, perquè tornarà parcialment a la seva posició original.





